Impact Flow Meter - Batches and Blend Combination Application
Ez-Flo Scales and Controls Do it All
Among other things, Duval Asphalt manufactures a seal coat for their customers in Jacksonville, FL. The sand silo they use to fill their mixer trucks had no means to weigh the sand as the sand discharges into the mixer truck. Dan Engle, General Manager, would like to batch into his trucks accurately at a controlled rate without emptying and raising the silo so trucks can pass under. Our order was to control the flow from his silo while weighing the discharged material in predetermined batches. Part of that required the control and weighing device fit vertically within the few feet of available vertical space. Of course, it had to be done within budget.

Our industry standardizes on expensive rotary valves (vane feeders) with gear boxes and variable speed motors to control flow. They are also big and heavy and in this application 18" high. Weigh Pods can weigh continuously in that type of application, but are big and expensive. Although considerably shorter than weigh pods, Flow Scales can also get the job done except they also have been too tall. Last year at this time, our Low Profile Impact Flow Meter (Short Stuff) was featured in the News Rag in the Section ‘What’s on the Drawing Board’? Duval Asphalt was given the opportunity to be the first to try this under actual conditions in the field. This scale has a feature that no other scale we know of has. This scale is 10” tall. We designed Short Stuff for agricultural applications. Although shop tested, we were in no position to guarantee the results of our second-generation low profile solids impact flow meter.
Therefore, we provided Dan Engle with a Plan B; our Standard 26” Ez-Flo Impact Flow Meter with the understanding they may have to install the Standard Solids Impact Flow Meter under a raised silo. We took our design another step further.

Duval was discharging the silo through a butterfly valve full throttle. Instead of replacing the low profile butterfly valve with a high profile rotary valve, we proposed we modulate (vary the different positions between open and close) their valve to the rate they require their mixer trucks to be filled at.

When marrying the modulating butterfly valve on top of the Low Profile Solids Impact Flow Meter and transitioned the output to a 10” boot, we were able to fit the entire weigh control system within the height restriction. The Butterfly valve control was our first attempt to make something like this work and it did a good job from the beginning. Our Second Generation Low Profile Solids Impact Flow Meter was in trouble. We were having trouble calibrating it so it was consistently comparable to the truck scale. Before throwing the towel in, with the help of Tim, the company mechanic, we made a couple of small mechanical adjustments. And to our delight, these adjustments allowed the impact flow meter to perform beyond our expectations.
Watch Sand Silo Video - https://www.youtube.com/watch?v=Sw4Lz_8CAro
Asphalt News Rag - 10
Dry Impact Flow Meter System Delivers
Material returned directly to the mix process from the Baghouse causes extreme fluctuations. Ez-Flo Dust Return System (Dry Impact Flow Meter) not only eliminates the sag and surge feeding it also allows the user to reject excess material easily.
Positively Unique! This system has so many pluses. The benefits vary depending upon what the job requires. Job 1) When a certain amount of dust is to be returned to the process and the balance is to be rejected. Job 2) When all the dust is to be returned, but the varying return baghouse rate to the drum mixer requires even flow rate. Job 3) When mineral filler is required to help make up the minus 200 the baghouse dust is not providing, such as SMA jobs where total minus 200 control is imperative. The features that make this system so versatile and so different from other auger/bin systems are numerous. Surge bin discharge is normally controlled by vane feeders which are expensive, heavy, and take up a lot of vertical space. The vertical space is necessary to make it as voluminous as possible so as to absorb all sags and surges, yet have steep cone angles to keep material from bridging, and not too high as to make it necessary to feed the Bin with augers, yet short enough not to erect the bin with a crane.
Butterfly valves require very little maintenance compared to a rotary valve (vane feeder) and take up only 6" of vertical height. Flow control with a butterfly valve can be much smoother than the shovels full of material being added one shovel full at a time with a vane feeder, especially when a large vane feeder is rotating slowly. Therefore a modulating (variable position) butterfly valve was used to control the flow of material passing through. Some people feel bridging problems in an automatic system is best handled using a vane feed over a vane feeder. We say bridging is a problem with either system and that the problem needs correcting whether a rotary valve or a butterfly valve is used.
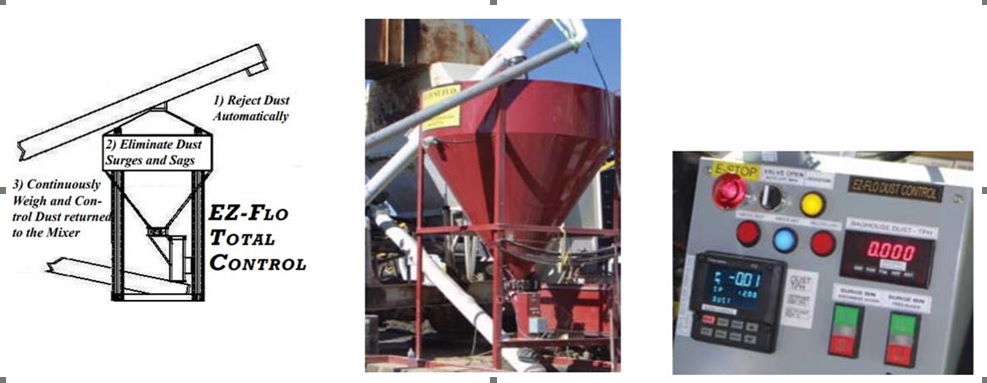
The Control System pictured to the right not only adjusts the position of the valve, it also will fire a burst of air into the material when bridging starts to develop. So as a means to continuously weigh the dust, an Ez-Flo (26" tall) Solids Impact Flo Meter with temperature protection was mounted on the down stream side. The Impact Flow Meter reported the flow rate to the Controller and the Controller regulates the flow by adjusting butterfly valve. This allows great closed loop control since the Butterfly Valve feeds the Solids Impact Flow Meter with no intermittent conveying device between them like an auger. Placing the Surge Bin on load cells and weighing the depleting weight is not possible since the Surge Bin always has material feeding it making it impossible to determine the depletion rate. When rejecting material, ingeniously the filling of the surge bin first and regulating the bin’s output and the balance of the dust to be rejected is carried over to the second discharge port on the Surge Bin Feed Auger. When using the system to take the sags and surges out of the dust flow; many systems fail because the operator sets the speed to keep the bin empty. He does this so as not to be bothered to adjust it now and then or he does not understand the importance to adjust it. This totally defeats the purpose of this equipment in this application. The control system gently reminds the operator audibly when the discharge flow is set too high or too low. A slight adjustment in speed allows the Bin Level to correct itself. If the correction allows the bin level to pass through the Mid-Level Point, the operator is reminded again that a set point change is required. Some high spec jobs require close control while adding minus 200 (such as fly ash) to the mix. The ideal situation is to have one scale weigh the Dust and the Flyash and control it accordingly. The Mid level and Low Level Bindicators could be used to stop and start the discharge of flyash into the surge bin as controlled. Control of the flow of material can be tricky. The lower flow rates occasionally desired may be so low as to cause bridging when the valve is near closed, causing surging as the controller tries to meet the demand of the set point required. A combination of strategic aeration pad placement, air pressure regulation and automatic air jet bursts helps this situation significantly.
Watch Dust Control Video https://www.youtube.com/watch?v=cZMFz5urHfM
Impact Flow Meter replaces Belt Scale
Ez-Flo Impact Flow Meter out weighs Belt Scale in batching applications.

Jim Omann, Omann Bros, was belt scale weighing shingles and feeding his asphalt mix batch tower over a belt scale. Processed shingles are extremely valuable and need tight proportion control to remain in spec. The varying batch sizes and shingle proportions require batch sizes from 180 lbs to 1600 lbs. The belt scale didn’t work well because of its placement in the middle of the conveyor. When a batch was reached the conveyor would be stopped leaving the belt half full. The weight of the shingles wasn’t consistent from one half-full belt to the next because the material to the conveyor could not be evenly fed. A weigh hopper was considered but it was felt that the shingles would cause bridging, resulting in excessive downtime and maintenance. The weigh batcher would have been considerably more money.

A flow scale was considered but was a doubtful solution because of the materials tendency to stick. Tests were conducted on some of the internal parts thought to be able to pass the test. Other internal parts known not to be able to pass the test were now under consideration for replacement or removal. The mechanical parts removed which were significant to scale performance could be possibly compensated through the wonders of electronics. An unknown that still had to be dealt with was the vibrations the impact flow meter would be subjected to when mounted to the plant.

The Ez-Flo Impact Flow Meter was designed for continuous flow applications, and was not tested in such small batching ranges while accepting flows at the end of a 24” conveyor within only several seconds. A flow scale was modified with no feed throat, special internals and externals and made to be field adjustable specific to location. After several adjustments to the Scale Indicator program, the flow scale is performing within tolerances expected by Jim Omann of St. Michael, MN.
Watch Discharge Video https://www.youtube.com/watch?v=oCcNtBAPJZo